133-0510-8188
138-0510-2772
133-0510-8188
138-0510-2772

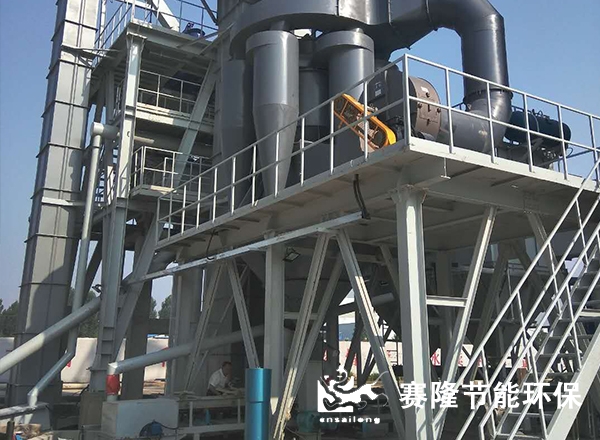
砂石选粉机跑粉漏灰怎么处理?现场实操解决方案
砂石选粉机跑粉漏灰是砂石生产线高频通病,表层原因是密封破损,核心根源分为静态壳体漏风、动态转轴密封失效、系统负压失衡、卸料锁风失效四类,单纯打胶、贴胶带仅能临时堵漏,极易7-15天复发。结合干法砂石生产线现场实操经验,按照“漏点排查-分级-参数校准-长效维保”四步闭环,给出可直接落地的方案,全程无需大面积拆机,适配立式、卧式两种主流砂石选粉机。
禁止盲目拆机,采用两种现场低成本检测法定位全部漏点:一是肥皂水气泡法,在壳体拼接法兰、检修门、进出风管道焊缝、主轴轴封外壁涂抹稀释肥皂水,开机后出现连续气泡即为负压漏点,此类漏点会吸入外界冷空气打乱内部气流,裹挟细粉外溢;二是面粉示踪法,在设备外侧疑似缝隙撒干面粉,面粉被向内吸附为负压漏风,向外飘散为正压跑粉。经现场统计,82%的漏灰集中在检修门密封条、主轴骨架油封、粗细粉卸料阀、风管法兰四个位置,其余为壳体焊缝砂眼。
静态漏灰占总故障65%,多为螺栓松动、密封件选型错误、接触面变形导致。法兰与管路整改:拆除原有老化橡胶软垫,更换3mm厚耐磨损聚四氟乙烯密封垫,法兰接触面打磨除锈至平整,垫面双面均匀涂抹耐高温硅酮密封胶,螺栓采用对角线分次紧固,避免单侧受力翘起产生缝隙;风管错位偏差超过2mm的,加装柔性帆布补偿节,抵消设备振动形变。检修门与壳体焊缝整改:原厂普通橡胶密封条压缩回弹差,更换内嵌钢丝的硅胶复合密封条,调整门锁偏心螺栓,保障密封条压缩量稳定在4mm;微小焊缝砂眼直接冷补焊,大面积锈蚀穿孔粘贴玻纤密封板加固,杜绝振动开裂。
动态转轴和卸料口是难处理的跑粉源头,也是复发率高的点位。主轴轴封:原厂单层骨架油封使用寿命仅3个月,方案为改装迷宫+双唇油封复合密封结构,在主轴外侧加装环形迷宫挡尘槽,阻挡90%细粉直接接触油封,轴颈磨损划痕大于0.5mm的,喷涂耐磨涂层修复,避免油封唇口快速磨损。粗细粉卸料口:淘汰密封失效的普通重锤翻板阀,全部更换防卡料星形锁风卸料器,调整叶轮间隙至0.8-1.2mm,同时在灰斗内部加装破拱气垫,防止细粉架桥导致卸料空转、负压倒灌跑粉。针对转子壳体环形间隙超标问题,补焊迷宫齿,将间隙严格控制在3-5mm,避免气流短路跑粉。
30%的漏灰无明显密封破损,属于系统负压失衡。现场实测砂石选粉机腔体标准负压需稳定在-350至-450Pa,负压低于-300Pa会形成局部正压。实操调整:同步匹配引风机与选粉机转子变频器,转子转速每上调50r/min,引风机风压上调0.2kPa;清理出风口管道内壁5mm以上积料,疏通除尘器进风滤袋,避免风道堵塞导致腔体憋压;控制瞬时喂料量不超过额定负荷90%,过量进料会造成分级腔气流紊乱,细粉从缝隙挤出。
建立周度、月度维保标准:每周对角复紧全部法兰螺栓,检查密封条压缩状态;每月拆解主轴轴封补充润滑脂,检测卸料器叶轮磨损;每季度用烟雾检测仪全域复测漏点。整套方案落地后,可实现选粉机零外溢漏灰,细粉回收率提升4%,同时满足厂区环保扬尘管控要求,密封部件使用寿命延长至18个月。

技术支持:![]()